1. 焊縫金屬應(yīng)與主體金屬相適應(yīng)。當不同強度的鋼材連接時,可采用與低強度鋼材相適應(yīng)的焊接材料。
2. 在設(shè)計中不得任意加大焊縫,避免焊縫立體交叉和在一處集中大量焊縫,同時焊縫的布置應(yīng)盡可能對稱于構(gòu)件形心軸。
焊件厚度大于20mm的角接接頭焊縫,應(yīng)采用收縮時不易引起層狀撕裂的構(gòu)造。
注:鋼板的拼接當采用對接焊縫時,縱橫兩方向的對接焊縫,可采用十字形交叉或T形交叉;當為T形交叉時,交叉點的間距不得小于200mm。
3、對接焊縫的坡口形式,宜根據(jù)板厚和施工條件按有關(guān)現(xiàn)行國家標準的要求選用。
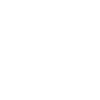
4、在對接焊縫的拼接處:當焊件的寬度不同或厚度在一側(cè)相差4mm以上時,應(yīng)分別在寬度方向或厚度方向從一側(cè)或兩側(cè)做成坡度不大于1:2.5的斜角(圖1);當厚度不同時,焊縫坡口形式應(yīng)根據(jù)較薄焊件厚度按第3條的要求取用。
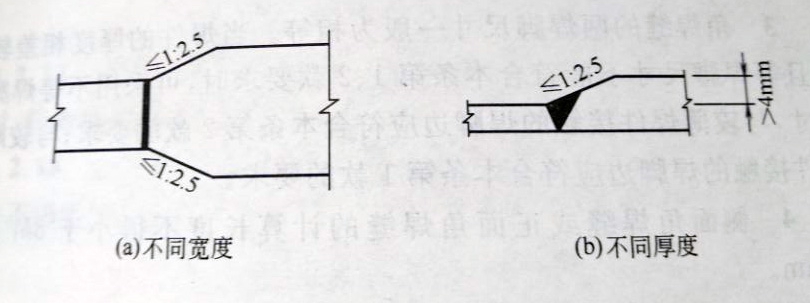 圖1 不同寬度或厚度鋼板的拼接
圖1 不同寬度或厚度鋼板的拼接
注:直接承受動力荷載且需要進行疲勞計算的結(jié)構(gòu),本條所指斜角坡度不應(yīng)大于1:4。
5、當采用部分焊透的對接焊縫時,應(yīng)在設(shè)計圖中注明坡口的形式和尺寸,其計算厚度he(mm)不得小于1.5√t,t(mm)為焊件的較大厚度。
在直接承受動力荷載的結(jié)構(gòu)中,垂直于受力方向的焊縫不宜采用部分焊透的對接焊縫。
6、角焊縫兩焊腳邊的夾角α一般為90°(直角角焊縫),夾角α>135°或α<60°的斜角角焊縫,不宜用作受力焊縫(鋼管結(jié)構(gòu)除外)。
7、角焊縫的尺寸應(yīng)符合下列要求:
(1)角焊縫的焊腳尺寸hf(mm)不得小于1.5√t,t(mm)為較厚焊件厚度(當采用低氫型堿性焊條施焊時,t可采用較薄焊件的厚度)。但對埋弧自動焊,最小焊腳尺寸可減小1mm;對T形連接的單面角焊縫,應(yīng)增加1mm。當焊件厚度等于或小于4mm時,則最小焊腳尺寸應(yīng)與焊件厚度相同。
(2)角焊縫的焊腳尺寸不宜大于較薄焊件厚度的1.2倍(鋼管結(jié)構(gòu)除外),但板件(厚度為t)邊緣的角焊縫最大焊腳尺寸,尚應(yīng)符合下列要求:
1) 當t≤6mm時,hf≤t;
2) 當t>6mm時,hf≤t-(1~2)mm。
圓孔或槽孔內(nèi)的角焊縫焊腳尺寸尚不宜大于圓孔直徑或槽孔短徑的1/3。
(3)角焊縫的兩焊腳尺寸一般為相等。當焊件的厚度相差較大且等焊腳尺寸不能符合本條第1、 2款要求時,可采用不等焊腳尺寸,與較薄焊件接觸的焊腳邊應(yīng)符合本條第2款的要求;與較厚焊件接觸的焊腳邊應(yīng)符合本條第1款的要求。
(4)側(cè)面角焊縫或正面角焊縫的計算長度不得小于8ht和40mm。
(5)側(cè)面角焊縫的計算長度不宜大于60hf,當大于上述數(shù)值時,其超過部分在計算中不予考慮。若內(nèi)力沿側(cè)面角焊縫全長分布時,其計算長度不受此限。
8、在直接承受動力荷載的結(jié)構(gòu)中,角焊縫表面應(yīng)做成直線形或凹形,焊腳尺寸的比例:對正面角焊縫宜為1:1.5(長邊順內(nèi)力方向);對側(cè)面角焊縫可為1:1.
9、在次要構(gòu)件或次要焊縫連接中,可采用斷續(xù)角焊縫。斷續(xù)角焊縫焊段的長度不得小于10hf或50mm,其凈距不應(yīng)大于15t(對受壓構(gòu)件)或30t(對受拉構(gòu)件),t為較薄焊件的厚度。
10、當板件的端部僅有兩側(cè)面角焊縫連接時,每條側(cè)面角焊縫長度不宜小于兩側(cè)面角焊縫之間的距離;同時兩側(cè)面角焊縫之間的距離不宜大于16t(當t>12mm)或190mm(當t≤12mm),t為較薄焊件的厚度。
11、桿件與節(jié)點板的連接焊縫(圖2)宜采用兩面?zhèn)群福部捎萌鎳福瑢卿摋U件可采用L形圍焊,所有圍焊的轉(zhuǎn)角處必須連續(xù)施焊。
圖 2 桿件與節(jié)點板的焊縫連接
12、當角焊縫的的端部在構(gòu)件轉(zhuǎn)角處做長度為2hf的繞角焊時,轉(zhuǎn)角處必須連續(xù)施焊。
13、在搭接連接中,搭接長度不得小于焊件較小厚度的5倍,并不得小于25mm。
|